In this basic guide I’ve placed the different methods in as near chronological order as possible, but many of these methods were used throughout the Bronze Age. I have also included some less obvious methods that may have been used, but would have left little evidence of their original use. Of the many thousands of things cast in the Bronze Age there is comparatively little archaeological evidence of metal working in Britain. It’s only when you get later into the Bronze Age that we see objects reunited with the moulds they were cast in.
Maybe bronze smiths liked to keep their methods secret, (a superior method always gives you an economic advantage), or their casting methods left little evidence, possibly a mix of them both.
As with all ancient technologies, it is rarely appreciated the sheer volume of thought and ingenuity that our ancestors applied to this subject throughout the Bronze Age.
Open Stone Mould
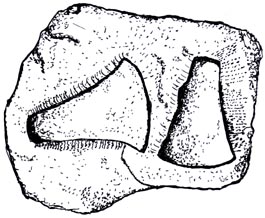 The earliest method used was a simple ingot mould, with the shape carved in a block of stone. Quite a few examples exist, especially in Ireland, but there are also some in Britain. In Ireland it has been possible to trace a number of axes,which have been cast in the same mould,showing a surprisingley wide distribution across the country.
The earliest method used was a simple ingot mould, with the shape carved in a block of stone. Quite a few examples exist, especially in Ireland, but there are also some in Britain. In Ireland it has been possible to trace a number of axes,which have been cast in the same mould,showing a surprisingley wide distribution across the country.
Early copper axes are often less than symmetrical when looked at side on. As a result of this casting method, the mould would have been preheated to get a better casting and may have be lined with charcoal dust to reduce gas absorption.
More recent archaeometalurgists have tried covering the mould as much as possible to overcome this, but the results are not convincing.
Clay Impression Moulds
 With the ability to fire the thin elegant pots of the early Bronze Age (beaker pottery), clay moulds would not present much of a challenge. It would have been quite easy to press a wooden model into clay twice, then line the insides up and press them together. The difficulty is getting them to stay together during firing. To overcome this they would have surrounded the mould with a clay jacket with a high grog and animal dung content, to reduce shrinkage and prevent cracking.
With the ability to fire the thin elegant pots of the early Bronze Age (beaker pottery), clay moulds would not present much of a challenge. It would have been quite easy to press a wooden model into clay twice, then line the insides up and press them together. The difficulty is getting them to stay together during firing. To overcome this they would have surrounded the mould with a clay jacket with a high grog and animal dung content, to reduce shrinkage and prevent cracking.
 The most developed version of this method is in the casting of bronze swords in the late Bronze Age, with the two impressions of the sword in clay being reinforced with sticks before being pressed together, and the clay jacket was then applied.
The most developed version of this method is in the casting of bronze swords in the late Bronze Age, with the two impressions of the sword in clay being reinforced with sticks before being pressed together, and the clay jacket was then applied.
All clay moulds need to be fired, and the bronze poured when the mould is near firing temperature. Also you need a generous pouring gate, which acts as a reservoir and tops up the shrinkage as the bronze sets.
One interesting adaptation of clay moulds from Ghana, Africa is to combine the mould with the crucible. This would entail building the crucible around the bronze charge. It would need to be fired upside down and then the temperature increased to melt the bronze. When satisfied that the metal has melted, the bronze smith would have to invert the mould allowing the metal to flow to the other end and fill the mould. This method has some interesting points: you would only need the simplest equipment, two flat sticks to pick up the mould and turn it upside down. Also the metal would have little contact with the atmosphere, with very little gassing making it a cleaner casting.
Once the mould has been broken up there would be very little evidence to connect the mould with the crucible, apart from a few shards of crucible if the furnace had reached a high enough temperature to glaze the clay. Otherwise it all would be very friable and would not last long on the surface.
Two Piece Stone Moulds
 There are many two-piece stone moulds surviving today throughout Europe. They have the advantage of being re-usable and casting fairly cleanly. Any overhang in the shape of the casting would spell disaster, because the casting will not leave the mould without causing damage.
There are many two-piece stone moulds surviving today throughout Europe. They have the advantage of being re-usable and casting fairly cleanly. Any overhang in the shape of the casting would spell disaster, because the casting will not leave the mould without causing damage.
The bronze smiths developed a high level of technical skill in the carving of moulds using a suitable stone that could be sourced locally, sandstone, steatite, chlorite-talk schist and greenstone, to name a few.
Quite often when the two halves are assembled they form a rounded taper with the pouring gate at the widest end, so when the mould has been pre- heated it can be lined up and wedged in a matching hole in a timber block.
The largest stone moulds were for casting rapiers from the middle Bronze Age, and could have been the basis for the sword in the stone of Arthurian legend.
Cores

 With the next major development in mould technology comes the ability to make castings with a hollow section like spears, socket axes and later bronze horns of the late Bronze Age. Although coring was used with clay moulds it seams to have come into its own with stone moulds, and later with bronze moulds. The bronze smith with his reusable stone moulds could manufacture clay cores in a wooden mould (some times there is a witness line on the inside of socket axes from the core mould). He could fire a handful of clay cores, retrieving one at the time from firing pit used to fire them. He would assemble the hot stone mould with the core and cast items as fast as he could, melt bronze and repeat the process. It is possible that they could have several furnaces running at the same time. The clay core is technically sophisticated and performs many tasks. At the top is the pouring cup, usually with four feedholes, which run to the top inside edge of a socket axe. When the core is broken up, these four runners can be removed easily from the casting. Also four feedholes are less likely to get blocked by any stray charcoal. Below the cup is the locating collar, which centres the core in the mould. The design may vary but most cores locate in this area. Below this is the body of the core, which makes the hollow section in the mould.
With the next major development in mould technology comes the ability to make castings with a hollow section like spears, socket axes and later bronze horns of the late Bronze Age. Although coring was used with clay moulds it seams to have come into its own with stone moulds, and later with bronze moulds. The bronze smith with his reusable stone moulds could manufacture clay cores in a wooden mould (some times there is a witness line on the inside of socket axes from the core mould). He could fire a handful of clay cores, retrieving one at the time from firing pit used to fire them. He would assemble the hot stone mould with the core and cast items as fast as he could, melt bronze and repeat the process. It is possible that they could have several furnaces running at the same time. The clay core is technically sophisticated and performs many tasks. At the top is the pouring cup, usually with four feedholes, which run to the top inside edge of a socket axe. When the core is broken up, these four runners can be removed easily from the casting. Also four feedholes are less likely to get blocked by any stray charcoal. Below the cup is the locating collar, which centres the core in the mould. The design may vary but most cores locate in this area. Below this is the body of the core, which makes the hollow section in the mould.
The clay mix used for coring, again would have to be heavily grogged to allow the gas to escape during casting, and facilitate easy removal after casting. Making a core for something as big as a bronze horn presents a number of difficulties: apart from being a large clay mould, the core would need to be held in place with either, clay pegs, which would leave a hole, or bronze pins called chaplets. Both would then have to go though the firing process. When the mould is filled, the bronze will fuse with the pins and leave little trace after finishing.
Bronze Mould
 Bronze moulds followed on from stone moulds, but did not replace them entirely, having many advantages over stone moulds with a much longer lifespan, depending on the skill of the bronze smith in removing the castings before they shrink.
Bronze moulds followed on from stone moulds, but did not replace them entirely, having many advantages over stone moulds with a much longer lifespan, depending on the skill of the bronze smith in removing the castings before they shrink.
 This moved the bronze smith closer to mass production than ever before. Bronze moulds were used mainly for socket and palstave axes, the latter being very difficult to cast in a stone mould. Owing to the shrinkage between the flanges they tend to bite onto the mould. In some stone moulds this area is replaceable but with a bronze mould this is much less of a problem. It is interesting how the shape of a bronze mould mimics the shape of the both impression and lost wax clay moulds. Although it is generally accepted that bronze moulds were made using the lost wax method, some of the earlier examples might have been made around a clay model. I think that it is easy to overlook the skill of the early metal workers and attribute their products to a later method like lost wax casting.
This moved the bronze smith closer to mass production than ever before. Bronze moulds were used mainly for socket and palstave axes, the latter being very difficult to cast in a stone mould. Owing to the shrinkage between the flanges they tend to bite onto the mould. In some stone moulds this area is replaceable but with a bronze mould this is much less of a problem. It is interesting how the shape of a bronze mould mimics the shape of the both impression and lost wax clay moulds. Although it is generally accepted that bronze moulds were made using the lost wax method, some of the earlier examples might have been made around a clay model. I think that it is easy to overlook the skill of the early metal workers and attribute their products to a later method like lost wax casting.
Lost Wax
 So much has been written about the lost wax method. I will keep it simple. Basically you make a model out of beeswax with a pouring gate and vents, if necessary. Then you surround the model in a clay jacket. Again, the clay will require a high grog and animal dung content to reduce shrinkage. Fire the clay mould to burn out the wax (don’t be tempted to use a modern hard wax as it takes much longer to burn out). Usually the most obvious signs of lost wax casting in a society are small figurines and animals cast in bronze, but in Britain these do not appear until the early Iron Age.
So much has been written about the lost wax method. I will keep it simple. Basically you make a model out of beeswax with a pouring gate and vents, if necessary. Then you surround the model in a clay jacket. Again, the clay will require a high grog and animal dung content to reduce shrinkage. Fire the clay mould to burn out the wax (don’t be tempted to use a modern hard wax as it takes much longer to burn out). Usually the most obvious signs of lost wax casting in a society are small figurines and animals cast in bronze, but in Britain these do not appear until the early Iron Age.
I have spoken to a bronze caster from India, who casts lost wax moulds of over eighty kilos. Using dried cow dung as a fuel to fire the mould over three days in the ground; he melted the bronze with charcoal in several furnaces and made his own crucibles the size of buckets.
He used three parts sand, to one part clay and fresh cow dung as a casting medium.
Chalk
Chalk makes an excellent casting medium but needs a lot of care in the preparation.
Being soft it’s easily carved but it needs to be thoroughly dried and preheated as much as possible. If you use chalk that has been in salt water it might need washing, the salt might react with molten bronze. I first saw this performed as an experiment by Dr.Peter Reynolds where he used chalk as a mould material to cast a simple Iron Age bronze wrist torque. Chalk has a short life span if left on the surface and would leave no archaeological evidence after a few years
Wood
It is possible to cast in wood, and I have seen some interesting results, but it needs to be thoroughly dried, and the surface converted to charcoal. Although the castings are not of the highest quality it does work. This would also leave little archaeological evidence.
Safety
If you are tempted to venture into the realms of the gods and follow in the footsteps of ancient metal workers, think through everything carefully. Do all your experiments with the mould material on a small scale first. Don’t rush. Ten minutes of thought can be worth hours of preparation. Always make sure your mould’s ready for casting; pouring molten bronze in too damp, cold or wax residued moulds will only anger the gods, who will throw the bronze back at you.